इन्वेस्टमेंट कास्टिंग, जिसे लॉस्ट वैक्स कास्टिंग के रूप में भी जाना जाता है, 5,000 साल पहले बनाई गई थी।यह कास्टिंग विधि विभिन्न धातुओं और उच्च प्रदर्शन मिश्र धातुओं के साथ सटीक, दोहराने योग्य और बहुमुखी भागों प्रदान करती है।यह कास्टिंग विधि गंध और सटीक भागों की कास्टिंग के लिए उपयुक्त है और अन्य कास्टिंग विधियों की तुलना में अधिक महंगी है।बड़े पैमाने पर उत्पादन के साथ, इकाई लागत कम हो जाएगी।
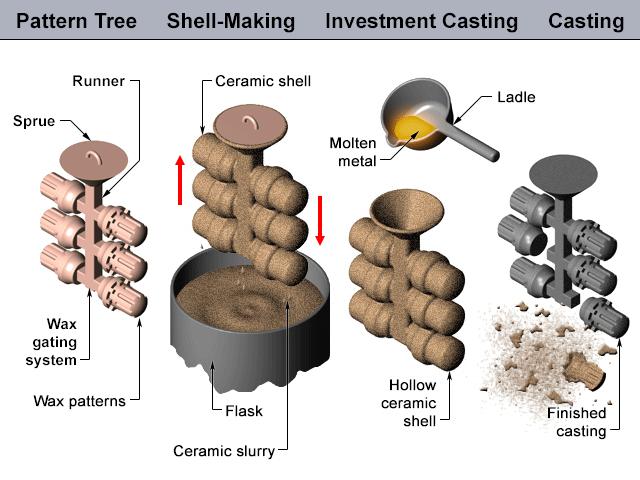
निवेश कास्टिंग प्रक्रिया:
वैक्स पैटर्न मेकिंग: निवेश कास्टिंग निर्माताओं को अपने वैक्स कास्टिंग के लिए वैक्स पैटर्न बनाना चाहिए।अधिकांश निवेश कास्टिंग प्रक्रियाओं को इस चरण को पूरा करने के लिए उन्नत कास्टिंग वैक्स की आवश्यकता होती है।
वैक्स ट्री असेंबली: एकल निवेश कास्टिंग उत्पाद के उत्पादन की लागत अधिक है, और वैक्स ट्री असेंबली के साथ, निवेश कास्टिंग निर्माता अधिक पैदावार पैदा कर सकते हैं।
शैल बनाना: वैक्स ट्री पर शेल बैग बनाएं, उन्हें ठोस बनाएं और अगली ढलाई प्रक्रिया में उनका उपयोग करें।
मोम हटाना: अंदर के मोम को हटाने से एक कैविटी मिलेगी जहां आप पिघली हुई धातु को तैयार केसिंग में डाल सकते हैं।
शेल नॉक ऑफ: पिघली हुई धातु के जमने के बाद, मेटल कास्टिंग उत्पाद ट्री प्राप्त करने के लिए शेल को खटखटाएं।उन्हें पेड़ से काटें और आपके पास अंतिम निवेश कास्ट उत्पाद होगा।
तकनीकी सुविधाओं:
1. उच्च आयामी सटीकता और ज्यामितीय सटीकता;
2. उच्च सतह खुरदरापन;
3. यह जटिल आकृतियों के साथ कास्टिंग कर सकता है, और डाली जाने वाली मिश्र धातुएं सीमित नहीं हैं।
नुकसान: जटिल प्रक्रिया और उच्च लागत
आवेदन: जटिल आकार, उच्च परिशुद्धता आवश्यकताओं, या टरबाइन इंजन ब्लेड इत्यादि जैसे अन्य प्रसंस्करण करने में मुश्किल के साथ छोटे भागों के उत्पादन के लिए उपयुक्त।

1. यह विभिन्न मिश्र धातुओं की जटिल कास्टिंग कर सकता है, विशेष रूप से सुपरलॉय कास्टिंग।उदाहरण के लिए, सुव्यवस्थित बाहरी प्रोफ़ाइल और जेट इंजन के ब्लेड की आंतरिक गुहा को ठंडा करना शायद ही मशीनिंग प्रक्रिया द्वारा बनाया जा सकता है।निवेश कास्टिंग I प्रौद्योगिकी का उत्पादन न केवल बड़े पैमाने पर उत्पादन प्राप्त कर सकता है, कास्टिंग की स्थिरता सुनिश्चित कर सकता है, बल्कि मशीनिंग के बाद अवशिष्ट ब्लेड लाइनों के तनाव एकाग्रता से भी बच सकता है।
2. निवेश कास्टिंग की आयामी सटीकता अपेक्षाकृत अधिक है, आम तौर पर सीटी 4-6 (रेत कास्टिंग के लिए सीटी 10 ~ 13 और डाई कास्टिंग के लिए सीटी 5 ~ 7) तक।बेशक, निवेश कास्टिंग प्रक्रिया की जटिलता के कारण, ऐसे कई कारक हैं जो कास्टिंग की आयामी सटीकता को प्रभावित करते हैं, जैसे मोल्ड सामग्री का संकोचन, निवेश मोल्ड का विरूपण, मोल्ड खोल के दौरान रैखिक परिवर्तन हीटिंग और कूलिंग प्रक्रिया, सोने का संकोचन और जमने की प्रक्रिया के दौरान कास्टिंग की विकृति, साधारण निवेश कास्टिंग की आयामी सटीकता अपेक्षाकृत अधिक है, हालांकि, इसकी स्थिरता में अभी भी सुधार की आवश्यकता है (मध्यम और उच्च के साथ कास्टिंग की आयामी स्थिरता) तापमान मोम में बहुत सुधार होना चाहिए)
3. निवेश मोल्ड को दबाते समय, मोल्ड गुहा के उच्च सतह खत्म वाले मोल्ड का उपयोग किया जाता है।इसलिए, निवेश ढालना की सतह खत्म भी अपेक्षाकृत अधिक है।इसके अलावा, ढालना खोल आग प्रतिरोधी कोटिंग से बना है जो विशेष उच्च तापमान प्रतिरोधी चिपकने वाला और अपवर्तक सामग्री से बना है, जो निवेश मोल्ड पर लेपित है।पिघली हुई धातु के सीधे संपर्क में मोल्ड कैविटी की सतह खत्म होती है।इसलिए, निवेश कास्टिंग की सतह खत्म साधारण कास्टिंग की तुलना में अधिक है, आम तौर पर Ra.1.3.2 μ मीटर तक।
4. निवेश कास्टिंग का सबसे बड़ा लाभ यह है कि क्योंकि निवेश कास्टिंग में उच्च आयामी सटीकता और सतह खत्म होती है, यह मशीनिंग कार्य को कम कर सकती है।उच्च आवश्यकताओं वाले भागों के लिए केवल थोड़ी मात्रा में मशीनिंग भत्ता छोड़ा जा सकता है, और यहां तक कि कुछ कास्टिंग का उपयोग यांत्रिक प्रसंस्करण के बिना भी किया जा सकता है।यह देखा जा सकता है कि निवेश कास्टिंग विधि बहुत सारे मशीन टूल्स और प्रसंस्करण समय बचा सकती है, और धातु के कच्चे माल को बहुत बचा सकती है
पोस्ट टाइम: नवंबर-02-2022